

经历强烈的设备震动或砰砰作响的声音,管道可以是蒸汽锤。巨大的噪音是常见的生产设施,但蒸汽锤不需要。
蒸汽锤在流体处理和加热系统中以各种形式出现,所有这些都与蒸汽从蒸汽相迅速冷凝回液相有关。蒸汽锤在系统中的影响通常被视为带有压力峰值和振动的嘎嘎声或砰砰声。这些条件会对工艺管道、储罐和其他流体系统组件(包括压力表、流量计和阀门)产生不利影响。因此,这种现象可以引起人员安全和设备维护的关注。
理解蒸汽锤
蒸汽锤现象一般发生在蒸汽蒸汽与过冷状态的液体直接接触时。这通常出现在蒸汽直接喷入罐内或注入工艺管道的应用中。
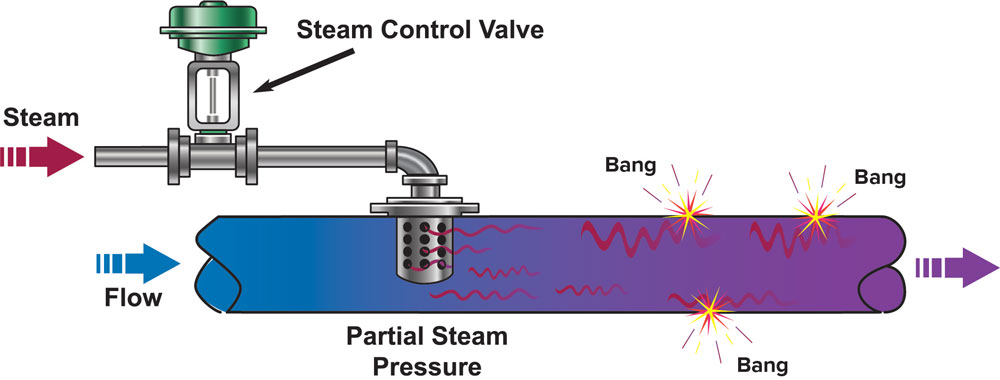
当一种直接接触注汽形式,如直接注汽或阀门控制蒸汽调制,被用于加热管道内的给定工艺流体时,蒸汽与工艺流体相互作用,并在相界面发生冷凝。这最初导致两相或两相流。当两相流通过管道时,在蒸汽和液体边界之间形成分层层。随着蒸汽凝结过程的进行,分层流动边界形成波浪流型。最后,随着蒸汽的冷凝增加到管道内的液位,波的形成达到一个足够高的点,将蒸汽蒸汽部分与液体部分隔离开来。这导致在孤立的蒸汽段内形成蒸汽气泡。
在蒸汽泡形成之后(考虑一个单独的蒸汽泡作为解释),气泡内发生快速凝结。蒸汽的体积大约是同等质量的水的1600倍。这就导致了由于密度差异而形成的低压区。来自上游和下游位置的液体都加速流向坍塌的气泡,以填充管道内的低压腔。通过这一过程产生的惯性力在水中产生了高加速度,从而导致过大的压力峰值。这些压力峰值会引起砰砰声,并损坏注汽点上游和下游的工艺线组件和流体处理设备。
随着这些气泡的增大和破裂,形成了一个低压区,从而加速了水的运动。这种机制发生在油箱的内表面,随着时间的推移会导致故障。罐内的蒸汽锤会导致罐壁开裂、泄漏和变形。如果储罐或管道发生故障,蒸汽锤击会增加安全隐患,增加维护成本的可能性。
除了维护和安全问题外,喷射过程的可变性还会导致与温度控制相关的问题。当蒸汽直接注入含有液体的容器时,在体积内能量的分布是不均匀的。由于缺乏湍流或所需的混合速度,蒸汽开始形成气泡,导致不均匀凝结。罐内凝结的不受控制的性质导致温度变化,通常导致过热。这种变化可能会损害涉及温度敏感材料或需要温度控制的方法的过程。
淘汰蒸汽锤
蒸汽锤可由外部调制加热技术引起,如热交换器或其他形式的直接蒸汽喷射(DSI),如喷雾器。喷雾器是水箱加热中的标准加热系统,依赖于设施的蒸汽供应或锅炉。标准的喷管由几个孔组成,允许蒸汽进入工艺流体并将其加热到所需的温度。这一动作可能会导致蒸汽锤或机组振动,因为来自喷雾器的蒸汽与罐或管道中的工艺流体混合。
随着时间的推移,如果不检查蒸汽锤,它是危险的,可能是一个昂贵的维护问题。通过使蒸汽迅速而均匀地凝结到被加热的液体中,可以减少甚至可能消除蒸汽锤的影响。所需的湍流来冷凝蒸汽和均匀的能量耗散可以通过使用阻塞流原理的内部调制DSI加热器来实现。
与喷射不同的是,内部调制加热器使用一个喷嘴来集中进入的蒸汽,并在它与工艺流体接触之前将其加速到高速(通常是声速)。这种高速有助于雾化蒸汽气泡和剪切进入的工艺流体,从而实现更完整、更有效的传热——几乎消除了机组中的蒸汽锤击。
消除了与充气有关的问题,将直接降低加热和维持罐内温度的成本。内部调制加热器使用蒸汽中所有可用的能量,并快速稳定地转移这种能量。这种效率降低了加热水箱所需的能量和时间,并消除了锤击问题。
内部调制声速蒸汽喷射
DSI加热器设计用于在注入点内部调节蒸汽的质量流量,采用阻塞流原理。通常使用喷嘴或扩散器来调节蒸汽流量并以声速注入蒸汽。
.jpg)
阻塞流可以定义为一种流体动力学状态。可压缩流体在给定压力和温度下通过限制(喷嘴或收缩静脉)通过增加速度进入较低的压力区域。速度的增加发生在质量流量不变的情况下,遵循质量守恒。因此,阻塞流的产生可以确定为下游压力与上游压力之比低于临界压比极限的工作点。在达到阻塞流条件时,只要压比在推荐的临界压比极限范围内,下游压力的变化不会影响流速。
对于DSI,当工艺压力(液体)与蒸汽压力之间的绝对压力比低于0.575时,可以通过喷嘴或孔板等流动限制实现蒸汽喷射的声速。时,下游绝对压力为上游绝对压力的57.5%。
采用声速注汽使蒸汽均匀地分散到工艺液中,从而达到一致的温度分布。此外,在可控体积内引入了自然湍流。由于声速的原因,蒸汽射流也需要混合速度来将蒸汽瞬间凝结成液体。这种蒸汽的快速凝结有助于消除诸如两相流和气泡形成等问题。内部调制的DSI加热器实现了蒸汽的完全凝结和能量的均匀耗散之前,液体退出加热器的放电。
内部调制加热器可以安装在槽内或周围,以防止在给定系统中有活的未冷凝蒸汽的可能性。如前所述,在这些加热器中使用单个喷嘴集中进入的蒸汽,并在接触工艺流体之前将其加速到高速。这种高速有助于雾化蒸汽气泡和剪切进入的工艺流体,从而实现更完整,更有效的传热。结果是没有蒸汽锤,精确/均匀加热和减少维护。