

使用压缩包装的团队列举了很多理由来抛弃它。底部填料环从未正确安装。填料泄漏过多,磨损轴。但是,通过精确的安装,遵循最佳维护实践和正确的操作,这些都不是问题。包装是许多工艺应用的理想选择。本文将帮助用户像专业人员一样安装、操作和维护包装。
精密安装
在拆除废弃的填料并检查填料箱后,技术人员再切割填料环。测量设备的轴,无论是泵、搅拌机还是搅拌器。
为了确保正确的环尺寸,安装人员必须使用与设备轴相同尺寸的芯轴。芯轴可以很容易地用现场可用的材料制成。旧的套筒、管子、钢或木棒都可以做合适的心轴。他们可以用胶带把芯轴制作成合适的尺寸。一旦心轴安装好,切割就开始了。遵循以下步骤:
- 将包装紧紧地包裹在芯轴上。
- 以大约45度角切割填料,使用第一个接头作为导向;切割,使两端紧贴在芯轴周围。

在图1的例子中,环是斜切的。环也可以是对角(方形)切割。
一旦填料环准备好,技术人员就可以开始安装。离心泵一般需要五个环和一个提灯环。每个环的正确阀座对可靠运行很重要。在安装过程中,要实现这一点需要花费更多的时间。然而,其好处包括更少的泄漏,更长的封装寿命和更少的周末维护时间。
为了确保正确的阀座,应该使用精确的工具。这并不意味着用螺丝刀或工厂中找到的其他设备将环捣碎到填料盒中。应使用设计用于安装环的工具(图2)。

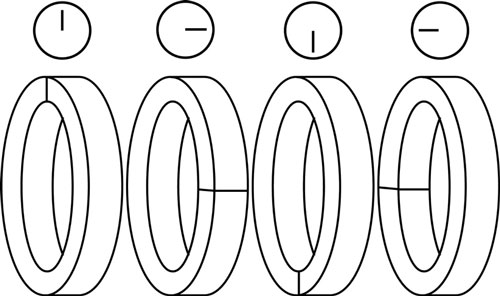
随着每个环的安装,长短工具和灯环将被用于完全安装每个环。将每个环的关节错开90度,从12点开始,3点,6点,然后9点(图3)。
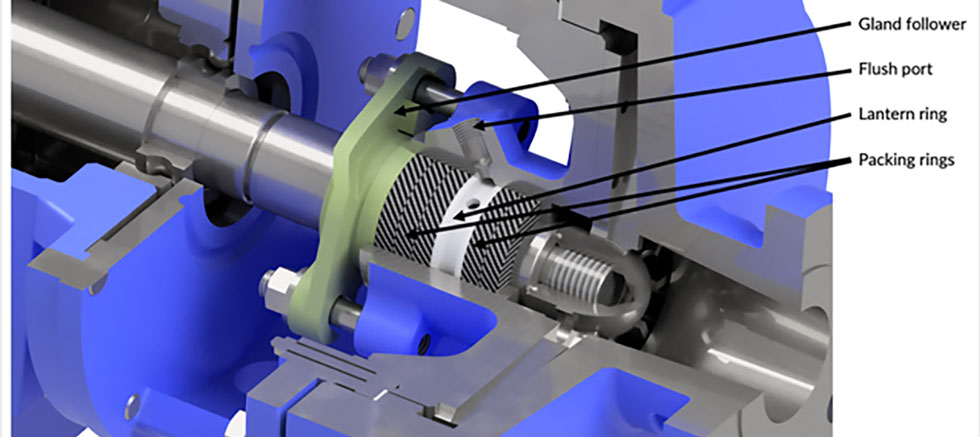
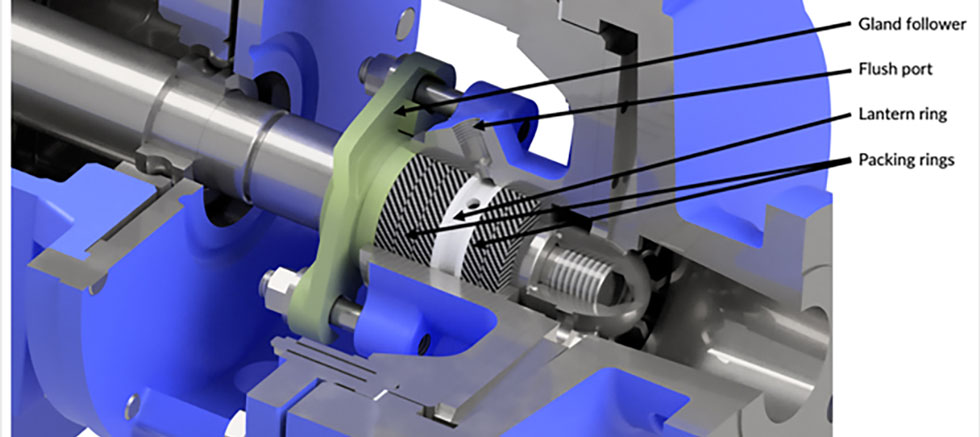
此外,确保提灯环处于适当的位置,以允许冲洗流体进入填料箱。这是通过插入一个小物体通过冲洗端口和感觉灯笼环。当安装第五个和最后一个环时,只使用压盖从动件。安装人员应使用25- 30英尺磅的扭矩来扭矩压盖从动器。然后,他们将完全松开压盖,让填料放松30 - 45秒。
过了这段时间后,应将压盖螺母用手指拧紧加一平。启动设备,必要时进行调整。泄漏应控制在每英寸轴套直径每分钟10 ~ 12滴。
正确操作
至此,精密安装完成。如果系统没有按照设置和设计的方式运行,仍然可能出现问题。
轴偏转
如果轴偏转,压缩填料将被移动并可能损坏。轴偏转是当被叶轮推动的液体的速度在叶轮周围的所有点都不相等时,泵轴发生的轻微弯曲。
当物料或配料倾倒或落入碗中时,搅拌器或搅拌器经常发生偏转。泵的不平衡或对准问题也会导致它。这种移动会造成填料过早磨损,使冲洗漏水的控制和使用更加困难。增加轴稳定衬套可能有助于减少或消除这一问题。
工艺变更和填料箱可靠性
工艺流体或流量的任何变化都将影响填料箱及其中的压缩填料。填料箱的冲洗液必须正确设置并正确操作,以确保填料在操作过程中保持清洁和冷却。了解填料箱和设备水线的压力是第一步。无论使用单独的冲洗流体还是泵送流体(如果清洁且无颗粒),其在填料箱内的压力对正常操作和填料寿命至关重要。例如,如果在任何一点操作人员使用排放阀来限制产品的流量,则填料箱压力将受到影响,研磨性产品将进入填料箱和填料。冲洗压力必须足够高,以弥补操作过程中可能发生的任何极端情况。
冲水不仅仅是水从盒子的一边流入,从另一边流出。它冷却和润滑填料,延长寿命,最大限度地减少轴磨损。它还可以防止引起磨损的颗粒进入包装。
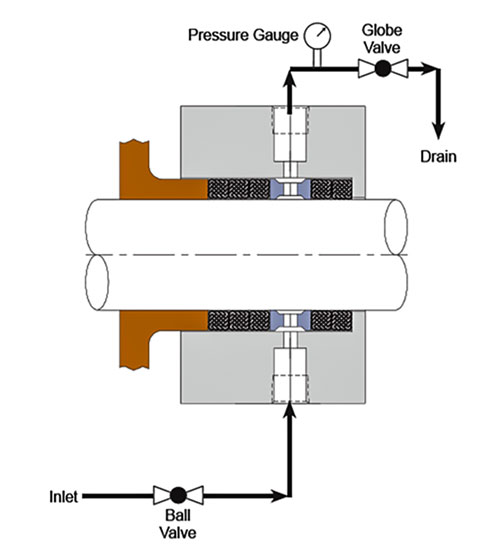
正确的刷新设置如图5所示。一个球阀控制进入填料箱的供应管路。在填料箱的出口一侧,在针阀或截止阀后面安装一个压力表。用球阀设定流量,通过节流针阀或截止阀调节压力。保持这个压力可以提高系统的可靠性。
维护最佳实践
为了保持填料箱的可靠性,必须控制冲洗,以保持填料的清洁、冷却和润滑。为了确保填料保持凉爽,技术人员可以小心地将一只手放在填料箱流出的水下面。如果温度太热,则应增加流量,直至冷却,同时保持适当的压力。通过这样做,他们将减少工艺稀释和排水管的水量。
此外,压盖从动件施加在填料上的力必须根据需要进行调整。这意味着,如果填料箱的泄漏量大于每分钟每英寸轴套直径10 ~ 12滴,则需要调整压盖。技术人员应慢慢调整,直到达到正确的泄漏率,以确保填料没有被压缩得太紧。当压盖不能再调节时,填料的寿命就结束了,应安装新环。