


通常,对于典型的机械密封来说,非常热的产品被认为是一个问题。对于精炼应用尤其如此,在精炼应用中,产品温度达到700华氏度(甚至更高)并不罕见。冷却冲洗方案,特殊密封材料等,用于这种情况下,显然具有挑战性和不便宜的主张。然而,如果泵持续工作且产品保持相对清洁,大多数密封件制造商已经学会如何应对这些挑战,并开发出能够承受高温的密封件。
 图1:几周后封条就漏水了(图片由作者提供)
图1:几周后封条就漏水了(图片由作者提供)但每条规则都有例外,在本专栏中,我将介绍其中一个例外——我在一家炼油厂执行故障排除任务时遇到的一个例外,该炼油厂每隔几周就会报告连续出现密封故障。
这种单级双吸泵处理热(700华氏度),清洁油(0.8比重[SG], 3.5厘泊[cP]),最佳效率点(BEP)为1400加仑每分钟(gpm), 750英尺水头。这些是分析开始时报告的情况。
乍一看,似乎没有什么可怕的。那么,为什么会有问题呢?
在参观工厂时,我又收集了一些零星的信息。首先,我发现可用净正吸头(NPSHa)远远高于所需:20英尺NPSHa比所需净正吸头(NPSHr)高12英尺。这是个好兆头。然而,当计算该泵在3000转/分钟(rpm)下的吸入比转速(Nss)时,Nss值超过了12000 -这是一个警告信号。正如我们所知道的,好东西太多了可能根本就不好。问题不在于你有多少额外可用的汽蚀余量,而在于泵的汽蚀余量是否太低。
事实上,众所周知,在文献和泵用户的研究中,Nss值超过9500意味着麻烦,因为这种泵对吸入再循环的敏感性变得明显,从而限制了这种泵在BEP附近运行,而不是在它之外运行,这是美国石油学会(API)泵用户社区通常可以接受的做法。BETVICTOR体育官网API不建议Nss超过9500,因为平均故障间隔时间(MTBF)是指数下降的(故障增加),如图2所示。
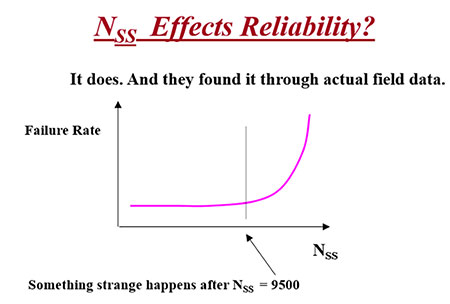 图2:特定吸入速度如何影响泵的可靠性
图2:特定吸入速度如何影响泵的可靠性API 610建议允许的工作流量在BEP的60%到120%之间,即使是Nss为9500的叶轮设计,也最好在BEP的70%到110%之间。对于较高的Nss值,这一范围应进一步缩小,因为吸力再循环会造成严重的流动不稳定,可能导致密封件和轴承故障。
下一步是找出这个泵工作的确切位置(即什么流量)。通常情况下,明智的做法是与运营商交谈。事实上,事实证明,这个泵在大多数时间里都在低于50%的流量范围内运行——这显然是另一个警告信号。在低流量时,由于径向推力大而引起的轴偏转,导致密封面偏转并发生泄漏。
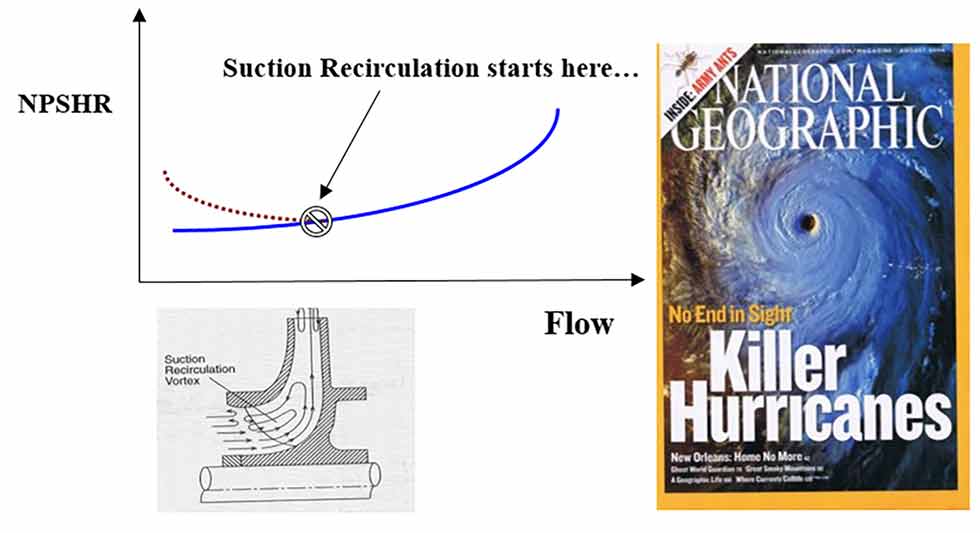 图3:低流量抽吸再循环(以弹匣为例进行说明)伟德betvicror登陆
图3:低流量抽吸再循环(以弹匣为例进行说明)伟德betvicror登陆然而,即使在这样低流量的作业中,密封故障率似乎也过于频繁,因此我们继续寻找更多的线索。
产品的额定粘度在3.5 cP时似乎还可以。额定温度是700华氏度,但实际温度是多少?操作员的回答是“这是不一样的”,最低可达500华氏度。我得到了该流体的三个实验室测试点(220,400和640华氏度),并绘制了自己的图表,如图5所示。
如果图表正确,在实际操作条件下粘度可高达1000 cP。我向机械密封制造商社区的朋友询问,他们告诉我,1000 cP(就其本身而言)对于密封来说并不是特别大的问题,如果密封室中的所有其他条件都良好,一个典型的密封可以轻松处理高达3000 cP的cP值。
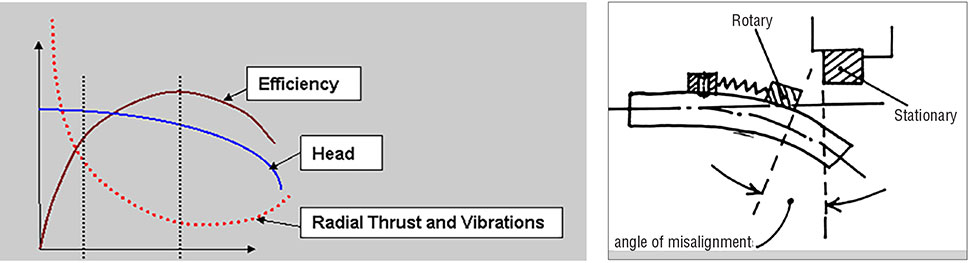 图4:(左和右)轴偏转和密封面在低流量操作时打开
图4:(左和右)轴偏转和密封面在低流量操作时打开那么,接下来的问题是:海豹室中是否有其他“坏演员”正在杀死它?冲洗正确了吗?泵内有固体吗?
该泵最初采用API Plan 11密封冲洗和Plan 62淬火设计。然而,方案11从未实施,密封腔是死头(方案2),尽管采用了淬火(方案62)。这是不寻常的,但在我看来,仍然不足以解释失败率。
我接下来了解到的是修复和启动程序后这个泵预热的性质。当使用外部冲洗的液体进行适当的预热(近两个小时)时,产品没有正常排气。在常温下(开机前),产品呈焦油状,粘度直线上升,如图5所示。更能证明这一点的是覆盖在刹车和管道外部的黑色焦油膜。
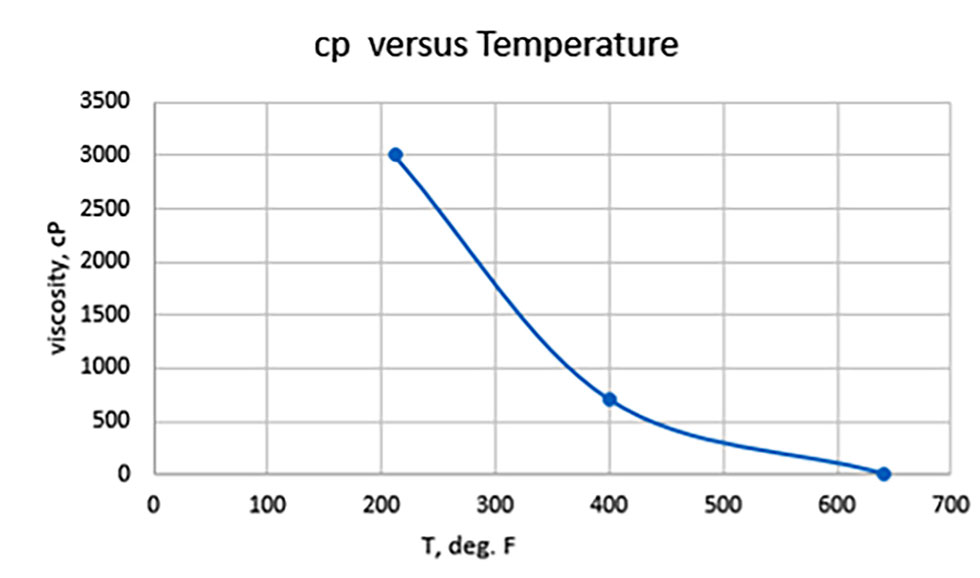 图5:粘度与温度的关系
图5:粘度与温度的关系然后,循环冷却和加热(由于产品温度变化),以及启动/停止可能会加剧,可能会产生粗糙的焦油状颗粒(从泵体上的固化残留物可以明显看出),这将进一步恶化密封面上的泄漏问题。
在空转期间,冷却后的产品会在密封面上形成焦油颗粒,随后启动
(特别是在低流量下运行时,如前所述,密封面有缺陷)会在低流量下的径向载荷将颗粒拖到打开的密封面上,并导致最终失效。
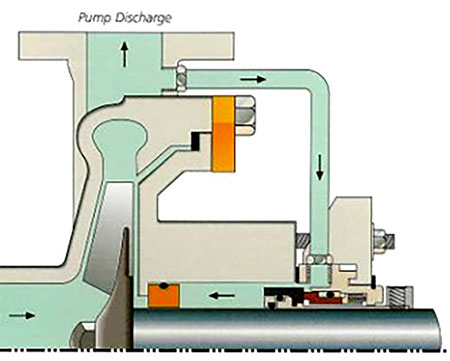 图6:典型密封冲洗方案(方案11)
图6:典型密封冲洗方案(方案11)综合我们的研究结果,可以得出以下结论:
- 第一个问题是低流量操作,这会导致轴偏转和密封面打开。
- 泵怠速期间的低温(高粘度)(可能在偶尔的低温操作中)会导致产品凝固,这些产品可能会留在密封腔内(至少一部分),在密封面上凝固,导致它们进一步卡住,泄漏或失效。
- 叶轮设计不符合API推荐的低Nss (Nss < 9500),较高的值加剧了与此相关的吸力再循环和密封问题。
- “无刷新计划”(计划2)是另一个问题。密封腔需要使用外部清洁供应(计划32)进行冲洗,或至少使用计划11,以确保不会堵塞冲洗管道。
让我知道你的反馈,问题或建议根据你自己的经验。我将在以后的问题中讨论您的意见。