


在古代,当努力超越的能力需要几个人,一匹马或牛的团队是解决方案。更大的功率要求被风或水工厂完成。这种形式的驱动机械持续了几个世纪,所涉及的机械部件所需的对齐,除了基本的好适合。当自供电的机器被发明在19世纪早期的詹姆斯·瓦特的蒸汽机,工业化的步伐开始加快。这个革命性的电源生产迅速增长和更大的体积对水和其他液体的需求创建工业过程。
虽然早期机械往往通过齿轮驱动和发射功率平皮带驱动器,它没过多久,工程师们意识到直接耦合驱动机的驱动程序将导致提高效率的电力传输所有的储蓄方式。只有现代的发明多个三角皮带驱动器与微不足道的拉伸和滑移,皮带驱动系统的效率又上升到与直接传动系统的有效竞争。
在早期,旋转速度缓慢和对齐皮带驱动和直接耦合的机器是传统上通过关注它,用直尺和检测仪表。好的加工表面和小心通常都需要获得一个满意的结果。这种做法持续了整个1940年代。二战结束,美国是一个商业的位置,有利于工业生产:几乎所有的世界希望制成品,美国对他们来说是一个主要来源。如果有人想要一辆车,一个电视,或者一张不锈钢,它可能是由在美国全球竞争并不存在接近今天的程度,所以成本意识不是今天。资源丰富、环境监管最小和工艺好。植物可以为所有关键过程和混凝土基础安装备用机器倒有点更深。人设计的机器使用计算尺。今天,计算机培训剃掉每一盎司不必要的金属做的设计。
在1930年代,一个电动马达旋转的平均速度是每分钟900或1200转(rpm)。当时,直尺是国王。BETVICTOR体育官网水泵填料盒,当他们突然泄漏,机修工只是加强了包装腺压缩编织包装棉花和石棉绳,直到泄漏就走了。通常,轴后来发现得分压力的谨慎。工业生产发展和各种新产品,苛刻的化学品要求不同的控制方法和机械密封变得更加普遍。这要求精确对齐。随着技术的改进,与重要的工业生产和欧洲又在线了,1950年代看到旋转速度增加到平均1800 rpm。很快就发现,随着旋转速度的增加,需要好的对齐也不仅仅只是在线性比例,但指数。
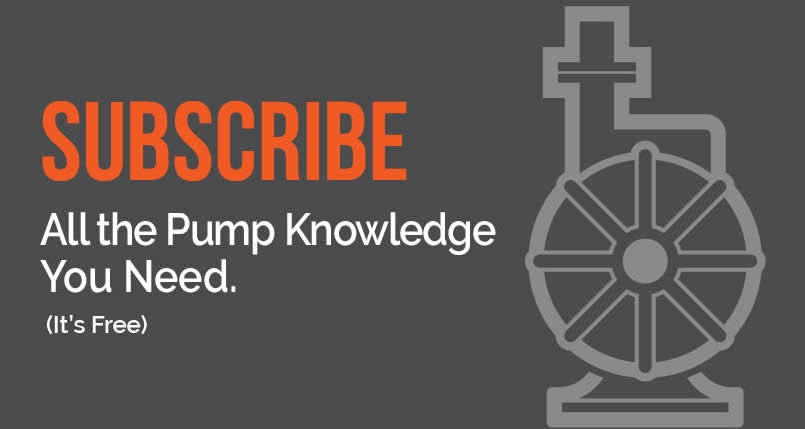
直尺可能做了出色的工作和抵消偏差如果小心使用耦合表面结垢耦合;但是谁能保证这种情况吗?然而,这是不够好轴之间的生硬。这是由于视力提供的有限的测量分辨率的短尺在耦合中心。学徒制和一般工艺下降,保证一个耦合加工同轴旋转的机械中心线,面临被垂直中心线表示,甚至,它完全是圆的,消退。基础也变得较弱,不像他们应该平坦。简单来说,表面的一致性通过直尺或千分表旋转围绕一个轴(轴)不再足够了。新方法的实际旋转中心线对齐机器需要设计,现在千分表(以前严格钳工工具)自成一体。它的使用主要是在机械轴对齐直到二战后才真正起飞。现在所谓的“rim和脸”方法作王。

径向安装(rim)指标,和一个轴向定向(脸)指标是牢牢地固定在一个轴或中心,是由其固体耦合来表示一个特定的位置相反的轴或中心这是一起旋转。这是一个正确方向的一步。是需要分开了灵活的耦合和依赖集中性和表面完美。中心线旋转的轴对齐诞生了。rim指标测量中心线之间的抵消或分离,和面对指标测量差异发生的差距从上到下,从相反的一面,从而允许建立的中心线之间的角度观察到的差距不同除以直径脸指示器的旅行。简单的在运行。
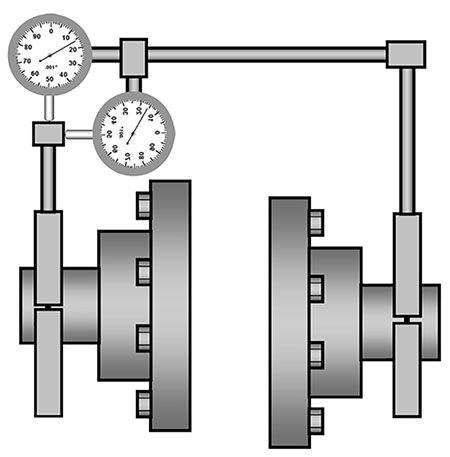
当然,最终浮(轴向间隙)和硬件凹陷由于悬臂支架设置仍然影响读数的准确性。这意味着认真工作和良好的培训还需要达到令人满意的结果。为了克服这些问题,使用拨号指标设计新方法在石化炼油厂在休斯顿,德克萨斯州,在1950年代。这个新方法被认为是有价值的,它的“秘密”被少数人持股了很长一段时间。它被称为“反向指标”的方法,在面对指标是完全摒弃,只有两个径向安装指标,每一个桥接在相反的方向的耦合和指示对立的两端轴或中心。
这消除了大多数浮动和减少了凹陷的影响,只需要挂一个指标代替两个末端的酒吧,弥合跨耦合。这使工作更简单,更准确和更快。抵消仍然是直接测量,但角现在推断通过观察抵消读数之间的跨度的不同差异的指标,而不是通过看差距。这种方法的主要优势是更直接、更少出错和更高的解决,因为对于任何给定的设置之间的跨度rim指标可能会大于直径的脸指示器旅行在相同的设置。反向指标方法仍有缺点,然而,比如难以理解,因此,需要更多的培训。同时,它并没有消除需要手动计算平面对齐条件的电力传输和修正机脚的位置。反向指标的使用方法没有过滤掉的石油工业的产业,直到1970年代,即使在今天,如果使用指标,方法是反向指标很少使用rim和脸方法相比,除了在石化行业。
在1980年代,全球竞争,更大的成本意识和计算机技术成为了现状。这意味着较少的备用机器和崎岖的,更微妙的机器都是用较少的资源做更多质量更高的速度。生产停机时间成为一个经理最可怕的梦魇。更快的电动机是常态,振动分析和状态监测技术改进。更节能、高速气体和蒸汽涡轮机驱动的机器被安装。可靠的千分表没有在合理的时间内提供所需的性能,特别是考虑到发现和纠正机架变形(软脚)是一个对齐的工作的重要组成部分。与拨号指标,这也是一个任务执行和临界的机器同时增加其物理结构变得更加崎岖,在脚度数的可靠性指标下降。
随后,激光。激光轴对齐技术与预排程序的一致性条件和修正计算在1984年首次亮相。激光准直走的时间然后,校准和其重要性的概念不理解或者由维修部门被低估。今天,激光轴对齐无处不在,并允许任何机械,甚至训练,执行复杂的轴对齐。现代系统允许精确对齐数据用不到四分之一的机器的轴和纠正措施要监视居住而不需要将拨号指标对脚。软脚现在可以直接测量的影响轴运动而不是脚运动(重要建立机架的严重性应变)和长间隔耦合相对轻松地跨越可以测量,不需要构建括弧“圣诞树”指标。冷却塔风扇,一个特别的挑战,维护部门和力学指标,已经变得容易处理。
故意关键锅炉给水泵的偏差来补偿热增长同样担心任务,当工厂工程和维护足够的培训,正确理解这些问题。BETVICTOR体育官网现代激光系统允许技工为抵消输入热增长目标和钓鱼的机器当寒冷,所以他们可以成长为对齐热身和负载。在过去,各种系统运行监控位置变化机械设计。今天,一个激光系统允许直接监测机械设备运行的相对或绝对位置的变化从一个冷,停了下来,没有负载条件完全热,加载、运行状况不受热量或振动的影响。真正的目标现在可以开发考虑热增长,动态负载变化,管道应变和其他movement-causing因素。
高速multiaxis探测器内置自动倾斜释放的技工需要轴一起旋转特定时钟位置,和非耦合对准现在可以产生准确的结果与所谓的非耦合扫描模式获得了不到四分之一的轴,启动和停止任何地方。这是一个革命性的development-shaft对齐成为力学谁可以做这个工作容易高度的准确性。
结果评估关于允许的公差(美国国家标准协会(ANSI)标准或用户的自己的内部标准),并显示为图形的中心线。这意味着结果可以被理解为一个操作符之前没有培训。进一步,轴是很难转,停止或牛肉干,如锤米尔斯,可以准确地对齐以及通过多点测量模式。调整垂直法兰连接泵和汽车不再是一个问题,考虑到计算能力补偿修正的圆BETVICTOR体育官网形法兰和地脚螺栓模式。
在今天的数据驱动的世界中,一个报告功能和文件存储与现代激光系统标准。因此,用户不必手动记录的工作和结果,但可以直接生成一个专业报告工具,从而减少错误的风险和满足各种需求的国际标准化组织(ISO) -9000。
精密激光轴对齐的好处已经被广泛认可。维护部门依靠激光准直减少停机时间,提高效率,减少维修费用,影响部分以及劳动力预算。南辕北辙机械在很大程度上消除采用良好的激光系统,和激光准直训练是一个用户的继续教育的重要组成部分。